Тема 1. Сущность метода и его функции
Методология как общая теория метода является важнейшей проблемой философии науки и науковедения, что обусловлено необходимостью и важностью метода для любого исследования. Так, Ф.Бэкон сравнивал метод со светильником, освещающим путнику дорогу в темноте. Методом, который является «органоном» (орудием) познания причин и законов, он считал индукцию (способ эмпирического анализа, наблюдения и эксперимента). Р.Декарт методом поиска истины считал «точные и простые правила» дедуктивно-рационалистического метода.
Метод сводится к совокупности определенных правил, приемов, способов, принципов познания. Функция метода в том, что он позволяет регулировать процесс познания и избегать ошибок в исследовании.
Метод неразрывно связан с теорией.
Любой научный метод разрабатывается на основе определенной теории. Эффективность метода обусловлена содержательностью, глубиной, фундаментальностью теории, которая «сжимается в метод». При этом теория и метод взаимосвязаны. Не только теория обобщается ориентационно-деятельностных, регулятивных принципах метода, но и методы развертываются в теорию, оказывают существенное воздействие на ее формирование и на ход практики.
Основные различия теории и метода состоят в следующем:
• теория — результат предыдущей деятельности, метод — исходный пункт, предпосылка последующей деятельности;
• главные функции теории — объяснение и предсказание (с целью отыскания истины, законов, причины), метода — регуляция и ориентация деятельности;
• теория — система идеальных образов, отражающих сущность, закономерности объекта; метод — система регулятивов, правил, предписаний, выступающих в качестве орудия дальнейшего познания и изменения действительности;
• теория нацелена на решение проблемы — что собой представляет данный предмет, метод — на выявление способов и механизмов его исследования и преобразования [Комарова 2012].
Кроме того, метод зависит от предмета познания. Методы исследования изменяются в соответствии с материалом, его особенностями. Истинность метода всегда определяется содержанием предмета.
Таким образом, метод существует и развивается в сложной диалектике субъективного и объективного. При этом он прежде всего объективен, зависим от фактов. Субъективным же он является в том смысле, что выбирает и использует его конкретный человек. В связи с этим Фейербах писал: «Человек – центр всей методологии».
Субъективность метода определяется творческим характером самого исследования – нет жесткой, навсегда заданной и универсальной последовательности действий в исследовании. Даже самый хороший метод может оказаться неэффективным, если им пользоваться как готовым шаблоном.
В современной философско-методологической литературе различают несколько аспектов метода. Так, некоторые исследователи считают, что каждый метод имеет три основных аспекта: объективно-содержательный, операциональный и праксеологический.
Объективно-содержательный аспект выражает обусловленность (детерминированность) метода предметом познания через посредство теории, поэтому его иногда называют предметным.
Операциональный аспект фиксирует зависимость содержания метода не столько от объекта, сколько от субъекта познания, от его компетентности и способности перевести соответствующую теорию в систему правил, принципов, приемов, которые в своей совокупности и образуют метод.
Праксеологический аспект метода (< греч. praxis — «дело, деятельность»; logos — «наука») составляют такие его свойства, как эффективность, надежность, ясность, конструктивность и др., который ещё интерпретируют как нормативно-оценочный.
К числу характерных признаков научного метода чаще всего относят: объективность, воспроизводимость, эвристичность, необходимость, конкретность и др.
Итак, определив сущность, функции и значение метода для исследователя, можно сформулировать основные требования, которые предъявляются к любому («хорошему») научному методу.
1. Детерминированность метода объектом и предметом исследования, а также той теорией, в рамках которой проводится исследование, познавательной деятельностью субъекта познания и диалектикой перехода теоретических знаний в нормативные средства управления методом.
2. Заданностъ метода целеустановкой исследователя, включенной в «тело» метода, что обусловливает адекватность метода исследователя.
3. Результативность и надежность метода состоят в том, что он должен быть таким по своим «разрешающим» способностям, чтобы мог однозначно давать результат с высокой степенью вероятности.
4. Экономичность и эффективность метода, т. е. затраты на использование метода должны окупаться полученными результатами исследования, a путь к получению этих результатов — короче.
5. Ясность и эффективная распознаваемость метода: он должен быть таким, чтобы им мог воспользоваться при соответствующей подготовке любой исследователь.
6. Воспроизводимость метода, т. е. возможность его использования неограниченное число раз одним или разными исследователями.
7. Обучаемость методу, основой чего являются воспроизводимость, ясность и распознаваемость метода.
8. Допустимость с точки зрения морали и права.
9. Безопасность для здоровья и жизни людей [Комарова 2012].
Одним из оснований для классификации методов является сфера их применения и общность. С этих позиций различают философские (всеобщие), общенаучные и частнонаучные (дисциплинарные) методы.
Сущность метода и область его применения
Сущность хроматографии, ес физико-химические основы, история ее возникновения и развития, значение для науки и техники. Разновидности хроматографии. Виды хроматографии. Жидкостная и газовая хроматография, их отличительные особенности и области применения. Газовая хроматография как один из наиболее эффективных и -перспективных методов анализа и препаративного разделения сложных смесей. Варианты газовой хроматографии. Основные задачи газовой хроматографии. Предварительные сведения об аппаратуре, методике и примеры применения газовой хроматографии. Широкие и капиллярные колонки, заполненные и открытые. [c.296]
Назначение метода, его сущность и область применения. Этот метод предназначен для лабораторного определения ресурсов (выходов) сырой смолы, сырого бензола, аммиака и пирогенетической воды из рядовых и обогащенных каменных углей, а также из угольных смесей. Выходы определяются путем коксования навески угля в трубчатой печи и улавливания продуктов коксования в специальной аппаратуре. [c.81]
СУЩНОСТЬ МЕТОДА, ОБЛАСТЬ ЕГО ПРИМЕНЕНИЯ [c.398]
Необходимой предпосылкой успешного выбора наиболее целесообразного метода для каждого конкретного анализа является предварительное знание сущности метода, области его применения и степени его точности. [c.4]
Для сокращения полного перебора альтернативных вариантов предполагаемых решений в каждой конкретной задаче или классе задач используют определенные эвристические методы. Однако известно несколько эвристических методов, имеющих достаточно большую область применения. Кратко рассмотрим сущность двух наиболее общих эвристических методов. Допустим, что имеется некоторое множество (Э, содержащее подмножество решений или ответов поставленной научно-технической задачи. На множестве С задаются посылки (предполагаемые решения в виде простых суждений) задачи и определяется класс допустимых взаимных преобразований элементов множества С. Требуется построить последовательность ь Цг,. .е С, ведущую от посылок (предполагаемых решений) к решению задачи Полный перебор при поиске решения задачи обуслов- [c.159]
Бурный прогресс вычислительной техники и вызванное им стремительное развитие математических дисциплин оказали существенное воздействие и на другие области науки. Специалисты получили в свое распоряжение новый мощный арсенал средств, значительно расширяющий возможности и повышающий эффективность научных исследований. Этим, однако, не исчерпывается значени
Сущность метода и основные области применения
⇐ ПредыдущаяСтр 16 из 16
Диффузионная сварка входит в группу способов сварки давлением, при которых соединение проходит за счет пластической деформации микронеровностей на поверхности свариваемых заготовок при температуре ниже температуры плавления. Отличительной особенностью является применение повышенных температур при сравнительно небольшой остаточной деформации. Ее технологическая характеристика была предложена Н.Ф. Казаковым и принята Международным институтом сварки в следующей формулировке: «Диффузионная сварка материалов в твердом состоянии — это способ получения неразъемного соединения, образовавшегося вследствие возникновения связей на атомарном уровне, появившихся в результате сближения контактных поверхностей за счет локальной пластической деформации при повышенной температуре, обеспечивающей взаимную диффузию в поверхностных слоях соединяемых материалов».
В практике диффузионной сварки известно применение двух технологических схем процесса, различающихся характером приложения нагрузки или напряжения, действующих в течение цикла. В одной из них используют постоянную нагрузку по величине ниже предела текучести. При этом процессы, развивающиеся в свариваемых материалах, аналогичны ползучести. Такую технологию называют диффузионной сваркой по схеме свободного деформирования. На практике подобная схема осуществима наиболее просто, поэтому очень широко распространена.
По другой схеме нагрузка и пластическая деформация обеспечиваются специальным устройством, перемещающимся в процессе сварки с контролируемой скоростью (см. рис. 1, б). Эту технологию называют диффузионной сваркой по схеме принудительного деформирования (ДСПД-процесс). Этот процесс осуществляют при напряжениях, как правило, превышающих предел текучести. Таким образом, скорость деформации Ј задается приложенной нагрузкой Р и условиями, в которых она действует: прежде всего температурой Т и временем действия 1.
Промышленное применение. Технологические возможности диффузионной сварки позволяют широко использовать этот процесс в приборостроительной и электронной промышленности при создании металлокерамических и катодных узлов, вакуум-плотных соединений из разнородных материалов, полупроводниковых приборов, при производстве штампов и т.п.
Рис. 1 Схема деформирования при диффузионной сварке:
1 — система погружения; 2 -система деформирования;
Н — нагреватель; Д-детали
Диффузионная сварка находит применение для изготовления крупногабаритных заготовок деталей сложной формы, получение которых механической обработкой, методами обработки давлением или литьем невозможно или неэкономично. Особенно эффективно такое применение диффузионной сварки в опытном и мелкосерийном производстве.
Перспективно получение многослойных пустотелых конструкций типа панелей из титановых или алюминиевых сплавов с наполнителем сложной формы (гофры, соты, ребра и др.) методом совмещения диффузионной сварки и формообразования в режиме сверхпластичности.
Достоинства:
- Универсальность. Данным методом можно соединить однородные и разнородные и металлы, тугоплавкие и жаропрочные материалы, металл и керамику, электровакуумные стекла, графит или сапфир с металлом, оптическую керамику.
- Безотходность производства.
- Экологичность.
- Незначительные деформации деталей.
- Альтернатива гальваническим покрытиям(соединение меди с никелевой либо серебряной фольгой).
- Отсутствие расходов на дорогостоящие флюсы и припои.
- Возможность выполнять соединение деталей с большой площадью зоны сварки.
- Высокое качество соединения(повышенная прочность, стойкость к коррозии и воздействию температур, эстетичный вид).
Недостатки:
- Оборудование сложное и дорогостоящее.
- Невысокая производительностьв виду значительных временных затрат на откачку воздуха из рабочей камеры, нагрев и процесс диффузии, охлаждение.
Область применения

- Диффузионную сварку применяют для формирования различных соединений при производстве электрических приборов и аппаратуры (выключатели, пускатели, контакты, трансформаторные подстанции).
- Данный вид сварки – единственный надежный метод получения высококачественных гибких шин из меди, связей, токопроводов, компенсаторов.
- Методом диффузионной сварки можно оконцевать провода и кабели (хорошая альтернатива кабельным наконечникам).
- Диффузионная сварка применяется при изготовлении биметаллического дна и штока клапана (детали скважинных насосов).
- Производство машин с электрическим механизмом и трансформаторов не обходится без диффузионной сварки.
37)
38)
Пайку можно вести при общем или местном нагреве конструкции. При общем нагреве изделие помещают в печь или погружают в соляную или металлическую ванну, В этих условиях изделие прогревается равномерно. Такой процесс целесообразен для пайки изделий относительно небольших размеров. При местном нагреве подогревают лишь часть конструкции в зоне спая.
Пайка при помощи паяльника. Наиболее известный и широко используемый метод пайки низкотемпературными припоями — пайка паяльниками. В усовершенствованных конструкциях паяльников обеспечивается механизированная подача припоя и его дозировка,
Пайка газовым пламенем. Газовым пламенем паяют вручную и механизированным способом. Источником нагрева служит пламя обычных горелок с применением в качестве горючего относительно не высококалорийного газа, например пропана. Газовое пламя лишь частично предохраняет место спая от окисления, поэтому рекомендуется применение флюсов и паст. В некоторых случаях флюсы подаются в газообразном состоянии непосредственно в пламя. При газовой пайке возможно применение высокотемпературных и легкоплавких припоев.
Для крупных деталей иногда применяют процесс пайки, называемый «сварка бронзой». В этом случае припоем служат латунные стержни, изделие нагревают кислородно-ацетиленовой горелкой. Сначала ею подогревают кромки, насыпают флюс, облуживают их тонким слоем припоя, а затем заполняют припоем весь объем разделки. Сварку бронзой используют при ремонте чугунных и стальных деталей.
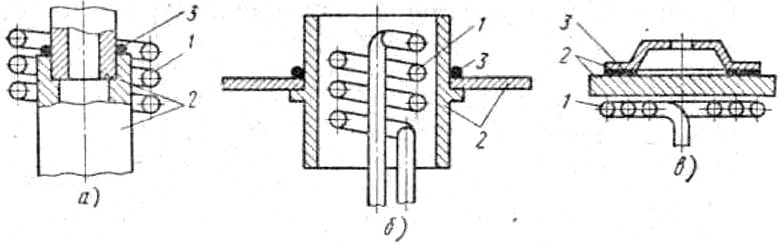
Рис. 1. Основные виды индукторов для пайки:
1 — индуктор; 2 — детали; 3 — припой.
Индукционная пайка. Схема пайки с индукционным нагревом приведена на рис. 1, а—в. На рис. 1, а и б показано применение в качестве припоя проволоки, на рис. 1, в — плоского кольца. Во всех случаях детали помещают в магнитное поле индуктора. В результате воздействия на металл изделия магнитного поля образуются вихревые токи, которые и вызывают нагрев деталей. Интенсивность нагрева зависит от типа индуктора, мощности генератора, рода металла, размера конструкции и т. д.
Требуемую равномерность нагрева регулируют величиной тока. При очень быстром нагреве иногда возможна пайка без флюса, так как при применении легкоплавких припоев окисление не успевает произойти. В других случаях паять необходимо при защите флюсами, в камерах с инертным газом (аргоном) или в вакуумных камерах.
Механизировать процесс индукционной пайки можно разными способами, например, поместить детали на конвейер и подавать их под индуктор с таким расчетом, чтобы продолжительность паузы в движении конвейера была достаточной для нагрева детали, подлежащей соединению. В качестве источников тока при индукционной пайке используют машинные генераторы с частотой 2500— 8000 Гц и ламповые — с частотой 250—300 тыс. Гц.
Пайка электроконтактным нагревом. Пайка происходит за счет теплоты, выделяющейся в деталях при протекании по ним электрического тока. Нагревать можно разными путями. Во-первых (рис. 2, а), пропусканием тока от электродов через обе детали 5 и место их соединения, в этом случае припои б закладывают между деталями; во-вторых (рис. 2, б), пропусканием тока через одну деталь 4, вторая деталь 3 нагревается за счет теплопроводности; эта схема удобна в тех случаях, когда одна из деталей имеет размеры значительно меньше другой; в-третьих (рис. 2, в), пропусканием тока через особый нагреватель 2; последний обеспечивает нагрев обеих деталей 5 за счет теплопроводности; этот способ удобен при относительно малых размерах соединяемых частей, припои 6 при этом закладывают в форме прутков или вносят в процессе пайки.
При контактном способе паять можно и без флюсов, хотя их нередко применяют в соответствии с родом припоев. При пайке электроконтактным паяльником одну деталь подключают в электрическую систему, питаемую от трансформатора. В эту систему последовательно включают угольный электрод. В месте его контакта с деталью происходит нагрев; вторая деталь нагревается от первой за счет теплопроводности.
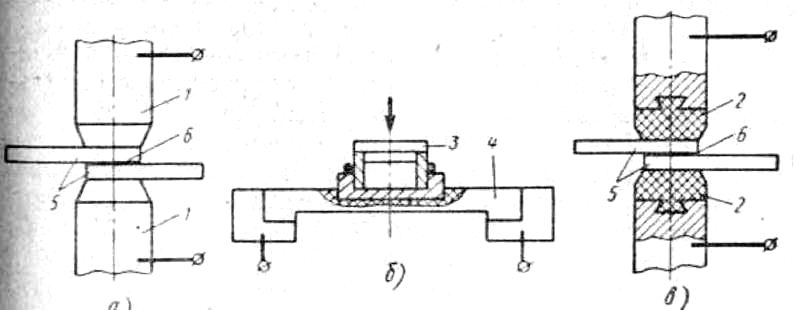
Рис. 2. Варианты электронагрева прн контактной пайке.
Пайка в печах. Для этого способа наиболее часто применяют высокотемпературные припои, более редко — низкотемпературные. Пайка в печах обеспечивает равномерный нагрев и охлаждение конструкции, легко механизируется; это очень экономичный процесс при массовом и крупносерийном производствах, позволяет получать высокопрочные паяные соединения в труднодоступных местах.
В воздушной среде пайку ведут, как правило, при относительно низких температурах легкоплавкими припоями, Этим способом паяют, например, соты автомобильных радиаторов и другие изделия из алюминиевых сплавов.
При пайке в восстановительной атмосфере наиболее часто применяют водород или смеси, состоящие из водорода и окиси углерода и других газов. Такая атмосфера в печах позволяет восстанавливать образующиеся окислы металлов. Ее активность определяется родом окислов. Чистый водород взрывоопасен и дорог, поэтому чаще применяется диссоциированный аммиак или продукты его частичного сгорания.
Пайка в среде инертных газов, а также в вакууме позволяет полностью избежать окисления основного металла и припоя. Более того, при пайке в вакууме достаточно хорошо очищаются поверхности вследствие растворения или сублимации поверхностных пленок некоторых окислов.
Пайку в вакуумных печах или в среде нейтральных газов, как и в восстановительной атмосфере, можно проводить непосредственно в особых печах или контейнерах. Для этого применяют жесткие и мягкие контейнеры, целиком загружаемые в печь. При пайке в вакууме жесткий контейнер должен быть рассчитан на прочность и устойчивость под внешним давлением 1 ат при работе в условиях высоких температур, мягкий контейнер облегает изделие, подлежащее пайке, и не требует специального расчета прочности при его нахождении в вакуумных печах.
Пайка погружением. Пайку погружением в соляных и флюсовых ваннах, а также в расплавленном припое применяют часто в отечественной и зарубежной промышленности. В соляных ваннах в качестве расплавов используют фтористый барий и хлористый кальций, которые способны удалять тонкие окисные пленки с поверхности низкоуглеродистых сталей, меди, латуни. Соляные расплавы хорошо защищают детали от внешних атмосферных воздействий и при правильном подборе обладают достаточной активностью для пайки не только указанных выше металлов, но также аустенитных сталей и титана.
При пайке во флюсовых ваннах детали заключают в тигли из химически стойких материалов, например керамики, так как многие флюсы интенсивно растворяют материалы. Пайку погружением в расплавленный припой применяют в исключительных случаях для деталей сложной геометрической формы. Этот процесс неэкономичен, так как требует значительной затраты припоя.
Пайка кварцевыми лампами. Сущность процесса пайки кварцевыми лампами заключается в следующем. Паяемую конструкцию помещают в мягкий контейнер. Его вакуумируют, а затем наполняют аргоном. Далее контейнер помещают в приспособление, в котором его закрепляют. С двух сторон контейнера устанавливают батареи кварцевых ламп. После окончания обогрева кварцевые лампы отводят, а приспособление совместно с деталями охлаждают. Весь цикл процесса пайки по этому способу продолжается 5—15 мин, в то время как продолжительность пайки в печах составляет несколько часов.
Существуют и другие способы пайки, например, с использованием графитовых листовых нагревателей и т. д., но эти способы применяют редко.
Экзотермическая пайка. Способ экзотермической пайки состоит в следующем. На очищенную поверхность аустенитной коррозионно-стойкой стали, подлежащей соединению, наносят тонкий слой порошкообразного флюса. Флюс можно наносить методом напыления. Соединяемые поверхности совмещают, на противоположные стороны укладываются экзотермическая смесь, выделяющая теплоту. Смесь состоит из разных компонентов, укладываемых в форме пасты или брикетов толщиной несколько миллиметров.
Собранную конструкцию устанавливают в приспособление и вносят в специальную печь, где экзотермическую смесь поджигают. Смесь загорается при температуре 500 С (773 К), при этом на поверхности металла достигается температура, обеспечивающая расплавление припоя, Таким путем можно паять соединения внахлестку, а также сотовые блоки — конструкции небольших размеров, например 75×100 мм. При пайке сотовых конструкций требуется очень небольшое количество экзотермической смеси, значительно меньшее, чем для соединений внахлестку, В процессе испытаний сотовых конструкций установлено, что при приложении сжимающего усилия параллельно ребру разрушающее напряжение в аустенитных сталях достигает 120 кгс/мм2 (1176,8 *10^5 Н/м2),
Пайка с приложением внешних сил. Этот способ пайки применим к парам металлов, способных образовывать между собой эвтектики или непрерывный ряд твердых растворов с минимумом температур плавления. Так, например, медь и серебро образуют сплав с температурой плавления около 780 С (1053 К). Одна из схем способа пайки с приложением внешних сил изображена на рис. 3. С двух сторон соединяемых образцов укладывают графитовые пластины. Детали плотно сжимают значительным усилием.
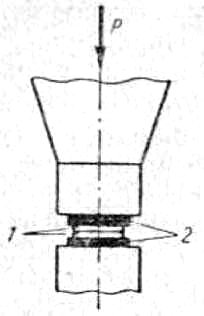
Рис. 3. Пайка с применением графитных пластин:
1 — детали; 2 — графитовые пластины; s = 3 мм
От сварочной машины мощностью несколько десятков киловатт через соединяемые детали пропускают ток при напряжении во вторичной обмотке около З В. Соединяемые детали нагреваются. На границе образуется эвтектический сплав, толщина переходного слоя увеличивается со временем. При отсутствии графитовых пластин электролитическая медь, обладающая высокой проводимостью, не нагревается. Графитовые пластины служат для повышения сопротивления и необходимого нагрева меди.
Указанным путем можно паять на точечных машинах некоторые цветные металлы, образующие эвтектические сплавы. Флюс не применяют. Таким же путем можно припаивать серебряные пластины к свинцу, а также сплавы меди к техническому серебру и техническому цинку.
Пайка с наложением упругих колебаний. В настоящее время начинают развиваться методы пайки с использованием упругих колебаний — низкочастотных и ультразвуковых.
Использование низкочастотных колебаний при обычных способах пайки способствует улучшению качества паяных швов. Обычно для создания низкочастотных колебаний используют электромагнитные вибраторы. Последние жестко соединяют с приспособлениями, в которых зажимают детали, подлежащие пайке.
Амплитуды колебаний, передаваемые деталям, незначительны. Они составляют сотые доли миллиметра. Частоты колебаний также невелики, например, около 100 Гц. Вибраторы подают колебания в течение времени с начала подачи припоя и до полной его кристаллизации. Наложение упругих колебаний позволяет получить хорошие соединения на деталях с зазором 0,02—0,2 мм. При небольших зазорах наложение упругих колебаний улучшает заполнение зазора припоем. При больших зазорах колебания устраняют рыхлоты и обеспечивают получение плотных швов.
Введение ультразвуковых упругих колебаний в расплавленный припой способствует разрушению поверхностной пленки в местах пайки, покрытых припоем и смачиванию им металла. Механизм разрушения поверхностной пленки состоит в возникновении явления кавитации в расплавленном припое. При введении ультразвуковых упругих колебаний в расплавленный припой в нем образуется много кавитационных пузырьков. При захлопывании пузырьков на поверхности металла возникает кавитационная эрозия, вследствие чего и происходит удаление поверхностных окисных пленок.
Сущность методов — Справочник химика 21
В чем сущность метода обратного титрования [c.312]
Фрикционный метод нанесения пленок в настоящее время используется для нанесения дисульфида молибдена. Сущность метода состоит в том, что порошок втирается в металлическую поверхность при помощи специальных притиров. При этом дисульфид молибдена образует на металлической поверхности прочные адгезионные пленки вследствие высокой физико-химической активности ювенильных (чистых) поверхностей металла. [c.210]
Задача данной книги — помочь работникам лабораторий уяснить сущность методов испытаний нефтепродуктов, ознакомить их с оборудованием лабораторий по контролю качества нефтепродуктов и дать им основной справочный материал по лабораторной работе. [c.5]
В чем заключается сущность метода спектрофотометрического титрования ч1 каковы его преимущества перед методом визуального колориметрического титрования [c.496]
В книге изложены основные понятия о качественной характеристике нефтепродуктов, об особенностях и сущности методов их испытания указано значение контроля качества нефтепродуктов дано описание приборов, лабораторной посуды и другого оборудования, применяемого в контрольных и товарных нефтяных лабораториях описана организация лабораторных работ и техника их проведения приведены сведения по технике безопасности при проведении лабораторных анализов. [c.2]
Гидрирование кротонового альдегида. Этим методом получают большие количества к-бутанола. Сущность метода заключается в альдолизации ацетальдегида, дегидратации ацетальдоля в кротоновый альдегид и гидрировании последнего до к-бутанола. Исходным сырьем для процесса служит ацетальдегид, который может быть получен различными методами дегидрированием этилового спирта, гидратацией ацетилена на ртутных и нертутных катализаторах, прямым окислением этилена и др. [c.65]
Ротапринтный метод нанесения твердых смазок. Сущность метода состоит в непрерывном нанесении покрытия смазывающим элементом, поджимаемым к трущейся поверхности с некоторым оптимальным давлением, обеспечивающим образование смазочной пленки при минимальном износе смазывающего элемента. [c.210]
Определенне по третьему закону термодинамики. Сущность метода сводится а) к
СУЩНОСТЬ МЕТОДА — Студопедия
ОСНОВЫ ЛИНЕЙНОЙ ПЕРСПЕКТИВЫ.
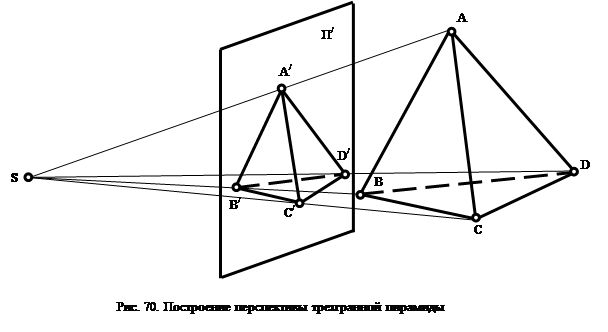 Перспектива представляет собой способ изображения тел и плоских фигур, основанный на применении центрального проецирования. Для построения перспективы предмета из некоторой точкиS (точки зрения)проводят лучи ко всем точкам изображаемого предмета. На пути проецирующих лучей располагают поверхность П’ (картину), на которой строят искомое изображение, определяя точки пересечения лучей с поверхностью картины (рис.70).
Перспектива представляет собой способ изображения тел и плоских фигур, основанный на применении центрального проецирования. Для построения перспективы предмета из некоторой точкиS (точки зрения)проводят лучи ко всем точкам изображаемого предмета. На пути проецирующих лучей располагают поверхность П’ (картину), на которой строят искомое изображение, определяя точки пересечения лучей с поверхностью картины (рис.70).
Метод отличается хорошей наглядностью, перспектива предмета соответствует тому, что видит глаз человека (передает кажущиеся изменения формы и размеры предмета, вызванные его расположением и удаленностью от наблюдателя), поэтому этот метод нашел широкое распространение в архитектурном проектировании, в строительном деле, геодезии и других прикладных науках.
В зависимости от поверхности, на которую производится проецирование, следует различать перспективу плоскую (П/ — плоскость), панорамную (П/ — цилиндрическая поверхность) и купольную (П/ — сфера).
Для того, чтобы обеспечить взаимную однозначность между точками изображаемого предмета и точками на картинной плоскости (сделать изображение обратимым), заданную точку А ортогонально проецируют на горизонтальную плоскость П1, а затем на плоскости картины П/ определяют перспективные проекции А/и А1/ соответственно точки А и ее горизонтальной проекции А1. Проекция А/ точки А называется перспективной проекцией (перспективой) точки А, а проекция А1/ — вторичной проекцией точки А. На плоскости П/проекции А/и А1/ принадлежат одной вертикальной прямой, так как лежат в лучевой плоскости, перпендикулярной плоскости П1.
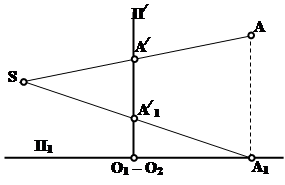
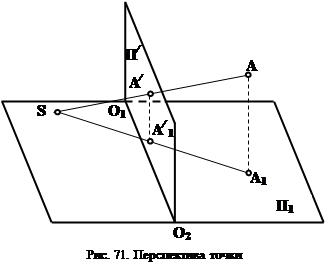 Из рис. 71 и 72 видно, что по заданным проекциям А/и А1/ и точке S можно однозначно определить положение точки А в пространстве.
Из рис. 71 и 72 видно, что по заданным проекциям А/и А1/ и точке S можно однозначно определить положение точки А в пространстве.
 | |||
|
Сущность метода — Студопедия
Лабораторная работа №8
Часть 1. Титрование перманганатом (перманганатометрия).
Перманганат-ион MnO4— в сильнокислых растворах окисляет многие вещества, восстанавливаясь при этом до иона двухвалентного марганца:
MnO—4 + 8Н+ + 5е = Mn2+ + 4Н2О
В связи с высоким значением восстановительного потенциала (φ0 = 1,551 В) его можно применять для титрования почти всех веществ, способных окисляться.
Основным условием титрования перманганатом является высокая кислотность среды; количество кислоты, необходимое для определения, нельзя рассчитывать по уравнению реакции. Необходимо, чтобы раствор был приблизительно 1н по кислоте, иначе в конце титрования, вследствие расхода кислоты на реакцию, концентрация водородных ионов сильно уменьшается, что приводит к понижению потенциала, а также к протеканию побочного процесса выделения осадка MnO2.
Чаще всего для подкисления применяют серную кислоту. Соляная кислота менее пригодна для этой цели, т.к. при этом возможно окисление ионов хлора перманганатом или различными промежуточными оксидами.
Азотная кислота сама является сильным окислителем и может вызвать побочные процессы.
При титровании перманганатом обычно не применяют индикатор, т.к. собственная окраска раствора реагента достаточно интенсивна. Точку конца титрования устанавливают по появлению окраски при добавлении одной избыточной капли титранта к аликвоте исследуемого раствора.
Особенности реактива
Марганцевокислый калий не обладает абсолютно свойствами исходного вещества, соль часто содержит незначительные количества различных примесей, главной из которых является MnO2. Концентрация растворов KMnO4 некоторое время после приготовления медленно изменяется вследствие ряда причин. Вследствие этого раствор KMnO4 точно заданной концентрации не готовят непосредственно по точной навеске вещества; нормальную концентрацию устанавливают по какому-либо другому веществу – вторичному стандарту.
Хранят растворы KMnO4 в темной стеклянной посуде, защищенной от попадания пыли.
Определение пероксида водорода
Качество препарата пероксида водорода определяется массовой долей Н2О2. Со временем пероксид водорода частично разлагается с выделением кислорода:
Н2О2 → Н2О + ½ О2
Этот процесс особенно заметен, если хранить пероксид водорода на свету, а не в защищенном от света месте.
Для проверки качества реактива определяют ω (Н2О2) в препарате.
Сущность метода
Пероксид водорода Н2О2 обладает одновременно свойствами окислителя и восстановителя, т.к. степень окисления атома кислорода в Н2О2 является промежуточной между степенью его окисления в Н2О и О2.
Когда Н2О2 является окислителем, то его восстановление характеризуется полуреакцией:
Н2О2 + 2е + 2Н+ = 2Н2О
Действуя в качестве восстановителя, Н2О2 окисляется с выделением кислорода:
Н2О2 – 2е → О2 + 2Н+
Перманганатометрическое определение пероксида водорода состоит в окислении его до свободного кислорода:
2MnO4— + 5H2O2 + 6H+ = 2Mn2+ + 5O2 + 8H2O
или:
2КМnО4 + 5Н2О2 + 3Н2SO4 = 2МnSO4 + 5O2 + 8Н2О
В точке эквивалентности:
ν (1/5 KMO4) = ν (1/2 H2O2)
Порядок выполнения работы:
1. Получают задачу у преподавателя, разбавляют водой до метки, тщательно перемешивают. Записывают в тетрадь объем мерной колбы (V м.к.). Плотность раствора  считать равной 1 г/мл.
считать равной 1 г/мл.
2. Предварительно вымытую и промытую стандартным раствором бюретку со стеклянным наконечником заполненную раствором титранта КMnО4, устраняют из носика пузырьки воздуха, доводят до нулевой метки. Записывают в тетрадь нормальную концентрацию раствора титранта.
3. Предварительно вымытой и промытой исследуемым раствором пипеткой отбирают аликвоту анализируемого раствора Н2О2, переносят раствор в тщательно промытую водой коническую колбу для титрования, приливают к раствору 10-15 мл H2SO4 (1:4) и содержимое колбы титруют рабочим раствором KMnO4 до появления розового неисчезающего окрашивания от одной избыточной капли раствора KMnO4. Титрование повторяют три раза.
Примечание:
Первые капли раствора KMnO4 обесцвечиваются очень медленно, а затем по мере увеличения количества Mn2+ (катализатор) реакция идет значительно быстрее.
Полученные результаты заносят в таблицу 1.
Таблица 1
Сущность метода — Студопедия
Окислительно-восстановительное титрование
Лекция 4
Увеличение личной зависимости крепостных.
Рост барщины и оброка.
Распространение отходничества крестьян.
Увеличение количества мануфактур, основанных на применении наемного труда.
Рост товарно-денежных отношений и разрушение натуральной замкнутости помещичьего и крестьянского хозяйств.
НАЧАЛО РАЗЛОЖЕНИЯ ФЕОДАЛЬНО-КРЕПОСТНИЧЕСКОЙ СИСТЕМЫ
Усиление крепостного права.
На протяжении XVIII века происходило ужесточение крепостного гнета. В 1760 году помещики получили право ссылать крестьян на поселение в Сибирь. Эксплуатация крестьян в барщинных имениях достигла предела, после которого наступает разорение и гибель крестьянского хозяйства. Распространилась продажа крестьян без земли, поодиночке, с разделением семей. Отданные во власть барина они подвергались издевательствам. Иногда издевательства достигали такой степени, что власти вынуждены были вмешиваться. Так произошло в случае с Дарьей Салтыковой. Помещицей собственноручно или по ее приказу было убито и замучено более 100 человек. «Салтычиха» была лишена дворянства и заключена в монастырскую тюрьму. Дело было, однако не в жестокости того или иного барина, а в законе, который ставил человека в полную зависимость от доброго или дурного характера другого человека.
Методы окислительно-восстановительного титрования, или редокс-методы, основаны на использовании реакций с переносом электронов — окислительно-восстановительных (ОВ) реакций. Другими словами, окислительно-восстановительное титрование, или редоксметрия, — это титрование, сопровождаемое переходом одного или большего числа электронов от иона-донора или молекулы (восстановителя) Red1 к акцептору (окислителю) Ох2:
Red1 + Ох2 = Ox1 + Red2
Восстановленная форма одного вещества Red1, отдавая электроны, переходит в окисленную форму Ох1 того же вещества. Обе эти формы oбpaзуют oдну peдoкc-пapу Oxl½Redl.
Окисленная форма Ох2 второго вещества, участвующего в ОВ реакции, принимая электроны, переходит в восстановленную форму Red2 того же вещества. Обе эти формы также образуют редокс-пару Ox2½Red2.
В любой окислительно-восстановительной реакции участвуют, по крайней мере, две редокс-пары.
Чем выше ОВ потенциал редокс-пары Ох2½Red2, окисленная форма которой играет роль окислителя в данной реакции, тем большее число восстановителей Red1 можно оттитровать и определить с помощью данного окислителя Ох2. Поэтому в редоксметрии в качестве титрантов чаще всего применяют окислители, стандартные ОВ потенциалы редокс-пар которых имеют как можно более высокие значения, например (при комнатной температуре):
Се4+, Е°(Се4+½Се3+) = 1,44 В; МnО4‑, Е°(МnО4‑, Н+½Мn2+) = 1,51 В,
Cr2O72‑, Е°(Cr2О72‑, Н+½Сr3+) = 1,33 В и др.
Напротив, если определяемые вещества — окислители Ох2, то для их титрования целесообразно применять восстановители, стандартный ОВ редокс-пар которых имеет по возможности минимальное значение, например
Jֿ E°(J2½J⁻) = 0,54 В; S2O32‑ , E°(S4O62‑½S2O32‑) = 0,09 B и т.д.
Редокс-методы — важнейшие фармакопейные методы количественного анализа.
Суть метода
Современная медицина помогает вернуть утраченную с годами красоту и привлекательность. Для этого в руках врачей есть разные методы. Одна из них — омоложение нитей APTOS.
Дряблая кожа, морщины, деформация овала лица из-за птоза (провисания) мягких тканей — все это неблагоприятные признаки старения. APTOS предлагает современное и безопасное решение этих проблем — использование уникальных потоковых методов APTOS. Технология ниточного моделирования позволяет вернуть привлекательный внешний вид, исправить недостатки на лице и теле, избавить от ныне возникающих, а также проявившихся признаков старения.
APTOS предлагает два типа нитей:
- Абсорбируемые нити из сополимера L-лактида с Ꜫ-капролактоном для деликатной коррекции видимых изменений, мелких морщин и складок;
- Нерассасывающиеся нити из полипропилена для коррекции выраженных изменений с более длительным результатом.
Тип и технология введения нитей определяется врачом на предварительной консультации в зависимости от возраста пациента и степени тяжести проблемы.
Дополнительным преимуществом линии рассасывающихся нитей является наличие в их составе полимолочной кислоты, которая активирует выработку собственного коллагена и стимулирует обменные процессы в коже. Таким образом, омоложение происходит и на клеточном уровне: одновременно с лифтингом выравнивается рельеф кожи, улучшается цвет и тон. Кроме того, это уникальная особенность нитей: омолаживающий эффект со временем усиливается. Это связано с тем, что полимолочная кислота в нитях синтезируется в коже на протяжении всего периода введения нитей, пока они полностью не впитаются.
Несмотря на то, что нитевое моделирование считается малоинвазивной процедурой, результат от нее может быть не меньше, чем после пластической операции, а период реабилитации намного легче. Также авторы позаботились о том, чтобы безопасность метода наилучшим образом сочеталась с долговременным эффектом. Так, от лифтинга рассасывающимися нитями результат сохраняется в среднем до 2-3 лет, нерассасывающиеся нити обеспечивают в среднем омоложение на пять лет. Стойкость результата всегда зависит от физиологических особенностей пациента, образа жизни и соблюдения рекомендаций при реабилитации.
.Руководство
Method Havoc Demon Hunter — BFA 8.3
Переключить навигацию
- Дом
- Около
- Команды
- Потоки
- Рейд
- История рейдов
- Прогресс рейда
- История метода с Sco: Vanilla
- Направляющие
- Магазин
- Контакт
- Карьера
- Друид
- Хранитель
Баланс (8.3)
- Дикий
Реставрация (8.3)
- Маг
Огонь (8,3)
Мороз (8.3)
Магия (8.3)
- Разбойник
Убийство (8.3)
Преступник (8.3)
Тонкость (8.3)
- Рыцарь смерти
Кровь (8.3)
Мороз (8.3)
Нечестивый (8.3)
- Охотник на демонов
Разрушение (8,3)
Месть (8.3)
- Охотник
Мастерство зверей (8.3)
Стрельба (8.1.5)
Выживание (8.1,5)
- Монах
Хмелевар (8.3)
Ткач туманов (8.3)
Танцующий с ветром (8.2.5)
- Паладин
Святой (8.3)
- Защита
Возмездие (8.3)
.Руководство чернокнижника
Method Destruction — BFA 8.3
Переключить навигацию
- Дом
- Около
- Команды
- Потоки
- Рейд
- История рейдов
- Прогресс рейда
- История метода с Sco: Vanilla
- Направляющие
- Магазин
- Контакт
- Карьера
- Друид
- Хранитель
Баланс (8.3)
- Дикий
Реставрация (8.3)
- Маг
Огонь (8,3)
Мороз (8.3)
Магия (8.3)
- Разбойник
Убийство (8.3)
Преступник (8.3)
Тонкость (8.3)
- Рыцарь смерти
Кровь (8.3)
Мороз (8.3)
Нечестивый (8.3)
- Охотник на демонов
Разрушение (8,3)
Месть (8.3)
- Охотник
Мастерство зверей (8.3)
Стрельба (8.1.5)
Выживание (8.1,5)
- Монах
Хмелевар (8.3)
Ткач туманов (8.3)
.
Method Beast Mastery Hunter Руководство — BFA 8.3
Переключить навигацию
- Дом
- Около
- Команды
- Потоки
- Рейд
- История рейдов
- Прогресс рейда
- История метода с Sco: Vanilla
- Направляющие
- Магазин
- Контакт
- Карьера
- Друид
- Хранитель
Баланс (8.3)
- Дикий
Реставрация (8.3)
- Маг
Огонь (8,3)
Мороз (8.3)
Магия (8.3)
- Разбойник
Убийство (8.3)
Преступник (8.3)
Тонкость (8.3)
- Рыцарь смерти
Кровь (8.3)
Мороз (8.3)
Нечестивый (8.3)
- Охотник на демонов
Разрушение (8,3)
Месть (8.3)
- Охотник
Мастерство зверей (8.3)
Стрельба (8.1.5)
Выживание (8.1,5)
- Монах
Хмелевар (8.3)
Ткач туманов (8.3)
Танцующий с ветром (8.2.5)
- Паладин
Святой (8.3)
- Защита
Возмездие (8.3)
.